![[about:title]](/style/newbanner.jpg)
热成型系统是热成型包装机的主要部分,是热成型包装的关键工序。包装薄膜在此实现热成型,形成可充填物料的容器,为整个包装提供先决条件。
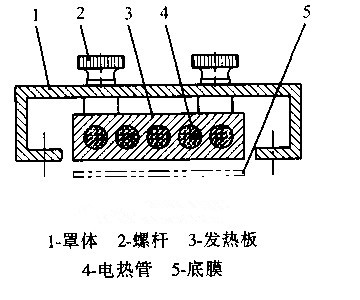
热成型系统包括预热部分及热成型部分。底膜受牵引步近,先停留在预热区接受加温。预热部件如图所示,由罩体和发热板组成,固定安装在机架上。薄膜运行时平贴在其发热面下。通过螺杆可调节发热板与薄膜表面的距离,从而达到理想的加温效果。预热的作用是为下一步热成型上序作准备,并且起到提高热成型效率的作用。
热成型包装机的热成型系统如图所示,它中上下两部分组成,上部分是加热部件,下部分是成型部件。加热部件的主体由室座4和发热板5以及调整装置等组成。发热板5由螺柱6固定在宝座内,底膜运行时贴近发热板通过,使已预热的薄膜继续升温并达到适宜的成型温度。旋转调节轮11,通过轴7可带动两侧齿轮9旋转,并沿机器两侧固定齿条8滚动,可带动整个加热部件作前后移动,以适随薄膜运行的步距,并且与下部分成型模对中。
成型部件的主体为成型模13,它决定了薄膜成型的形状。成型模13安装定位在托板I上,托板I和托板Ⅱ紧固联接。成型模可在托板I的卡槽中纵向滑动,用来调整成型模在机器上的纵向位置。当成型模滑动时,通 过左右紧固螺旋15可带动紧固卡座18,紧固螺旋15与紧固卡座18为螺纹联接,紧固卡座18滑动勾合在托板I的两侧卡槽。当旋紧左右紧固螺旋15时,可使左右紧固卡座18向外拉紧,与托板I锁定,从而固定成型模。托板n的四角固装有沼座17,与四支导扦12滑动配合。在气缸的作用下升托板E,带动托板l从而使成型供上J1直至勺[:部加热部件的室座压合。
相关文章:1.全自动热成型包装机包装工艺流程及特点
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865